海洋糖经济崛起:壳聚糖产业的市场需求与发展趋势
壳聚糖(Chitosan)作为甲壳素(Chitin)经N-脱乙酰基反应制得的天然阳离子多糖,其分子结构中的游离氨基基团赋予了远超甲壳素乙酰氨基基团的反应活性,使其成为继纤维素之后具应用潜力的功能性生物材料之一。近年来,随着全球绿色经济转型加速,壳聚糖及其衍生物——包括壳聚多糖、功能性壳聚糖、羧甲基壳聚糖、水溶性壳聚糖等——正迎来前所没有的产业机遇期。
面向"十五五"时期,壳聚糖产业的发展趋势呈现三大特征:
(1) 产品高阶化——从工业级向食品级、医药级跃迁,纯度、脱乙酰度(DDA)与分子量分布的精准控制成为核心竞争力;
(2) 来源多元化——除传统的虾蟹壳来源外,真菌源壳聚糖、植物源壳聚糖等替代原料路线加速产业化,以规避海洋资源波动风险并满足特定市场的宗教/素食需求;
(3) 工艺绿色化——从提取、脱乙酰到干燥、粉碎的全流程节能减排与溶剂回收成为行业合规底线。
在这一背景下,干燥作为壳聚糖成品制备的关键工序,其工艺装备的迭代升级直接关乎产品品质、生产安全与经济效益,亟需引入更具技术先进性的解决方案。
现有干燥工艺瓶颈:壳聚糖生产的"蕞后一公里"难题
壳聚糖的生产流程涵盖甲壳素提取、脱乙酰反应、中和洗涤、干燥粉碎等多个环节,其中干燥步骤承担着将湿品转化为符合标准成品的核心功能。当前行业内应用的干燥设备类型多样,包括真空干燥箱、热风循环烘箱、
喷雾干燥机、沸腾干燥机等,各设备在特定场景下均有其适用性,但在壳聚糖这一兼具热敏性、吸湿性与潜在粉尘爆炸风险物料的处理中,普遍存在以下共性问题。
(1) 真空干燥:低温优势与传质瓶颈的矛盾
真空干燥装置因能够在较低温度下实现水分脱除,被广泛认为适用于热敏性物料。
- 在壳聚糖干燥实践中,真空干燥设备内部多为静态或半静态操作模式,物料堆积于托盘或料盘中,缺乏有效的翻动与混合机制。壳聚糖湿品在干燥过程中,表层先形成致密硬壳,阻碍内部水分向外迁移,导致干燥时间显著延长——通常一批次干燥周期可达12至24小时,能耗居高不下。
- 更为关键的是,静止堆积状态下物料受热不均,局部过热区域易引发壳聚糖分子链降解,造成脱乙酰度下降、分子量分布变宽,直接影响成品的功能活性。
- 真空干燥为间歇式操作,批次间产品质量波动较大,难以满足大规模连续化生产的需求。
(2) 热风干燥:效率提升与品质劣化的权衡
传统热风循环干燥通过强制对流加速水分蒸发,干燥效率较真空干燥有所提升,但热空气直接与湿物料接触的工作机制带来了多重隐患。
- 壳聚糖湿品通常含有一定比例的有机溶剂残留(如乙醇、异丙醇等洗涤介质),在高温热风作用下,溶剂快速挥发并与空气形成爆炸性混合气体,干燥初期阶段尤为危险。
- 壳聚糖颗粒在沸腾或流化状态下相互摩擦碰撞,产生大量细微粉尘,与热空气混合后形成爆炸性粉尘云。行业研究表明,含有机溶剂的原料药在沸腾干燥过程中,爆炸性气体与爆炸性粉尘的叠加风险显著高于单一风险场景,对设备防爆设计提出了更高要求。
- 开放式热风系统导致物料暴露于含氧环境中,壳聚糖分子中的游离氨基易被氧化,造成产品色泽变黄、活性降低,对于高纯度医药级壳聚糖而言尤为致命。
(3) 溶剂回收与环保合规压力
壳聚糖及其衍生物生产过程中使用的有机溶剂(如用于脱乙酰的氢氧化钠/乙醇体系、用于羧甲基化的氯乙酸/异丙醇体系)在干燥环节随尾气大量排放,不仅造成原料损耗与成本上升,更带来严峻的环保合规压力。
- 现有干燥设备普遍缺乏高效的溶剂冷凝回收与尾气净化模块,排放浓度难以稳定控制在爆炸极限下限25%以下的安全阈值,企业面临环保处罚与安全生产双重风险。
- 对于医药级、食品级壳聚糖生产企业而言,GMP规范对生产环境的洁净度、交叉污染防控与数据可追溯性提出了严格要求,传统干燥设备在在线清洗(CIP)、审计追踪与批次记录方面的功能缺失,已成为显性短板。
综上所述,壳聚糖产业亟需一种能够兼顾低温高效干燥、惰性气体保护、有机溶剂回收、防爆安全保障与GMP合规性的新型干燥装备,以打通从湿品到高品质成品的"蕞后一公里"。
锁定海洋糖的新"壳"技:闭路循环沸腾干燥机的工作原理
针对壳聚糖干燥领域的技术痛点,江苏龙鑫基于多年沸腾干燥技术积淀,结合原料药防爆干燥领域的工程实践,开发出适用于壳聚糖及衍生物的闭路循环沸腾干燥机。该设备以氮气等惰性气体作为干燥介质,构建全封闭循环回路,在实现高效流化干燥的同时,从根本上消除氧化变质与爆炸风险,为海洋糖产业提供了一套兼具安全性、经济性与品质保障性的工艺解决方案。
(1) 系统构成与工作流程
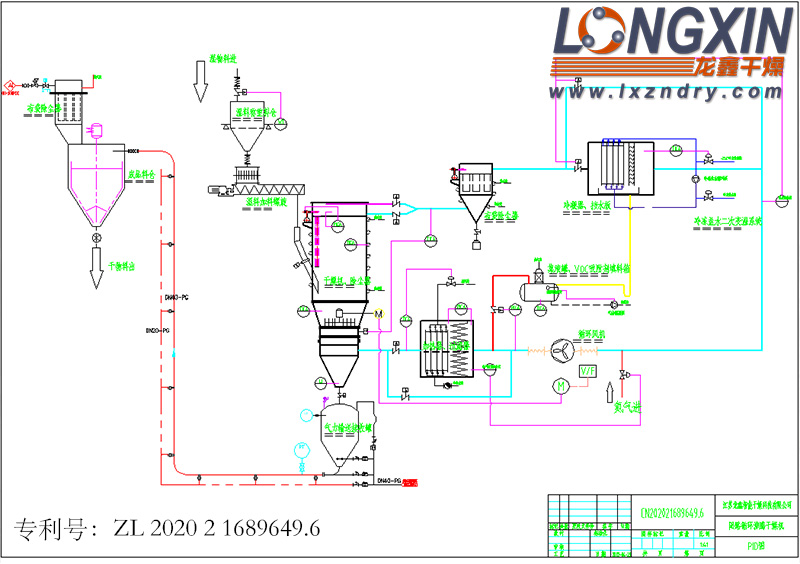
闭路循环沸腾干燥机由惰性气体供给单元、加热单元、沸腾干燥主机、气固分离单元、溶剂冷凝回收单元、循环风机、自动控制系统及安全联锁装置等模块组成,各单元通过密闭管道连接形成完整回路。
工作流程如下:
- 经净化处理的氮气由循环风机驱动,依次流经空气过滤器去除微粒杂质、加热器升温至设定干燥温度后,从料斗底部的气流分布筛均匀进入沸腾床。
- 待干燥的壳聚糖湿品经真空吸料或人工投料进入料斗,在气缸顶升作用下通过密封圈与沸腾床实现气密连接。
- 高温惰性气体从底部向上穿透物料层,使壳聚糖颗粒处于悬浮流化状态,气固两相充分接触,在强传热、传质条件下,物料中的水分及残留有机溶剂迅速蒸发并被气流携带向上。
- 携带溶剂蒸气的气流经顶部捕集袋过滤后,进入冷凝回收单元——溶剂蒸气在冷凝器中液化回收,未冷凝的微量气体经降膜吸收塔进一步净化,确保循环气体中溶剂浓度持续低于爆炸极限下限25%的安全阈值。
- 净化后的氮气重新进入循环风机,完成闭路循环。干燥完成后,物料经冷却段降温,在惰性气体保护下出料,避免吸潮与氧化。
(2) 流化床干燥的核心机理
沸腾干燥的本质是利用热气体介质从底部向上穿透固体颗粒床层,当气体流速达到颗粒起始流化速度时,颗粒由静止状态转变为悬浮流化状态,床层呈现类似液体的流动性。
在壳聚糖干燥场景中,这一机制展现出独特优势:
- 流化状态下气固两相接触表面积较静态堆积状态提升数个数量级,传热系数显著增大,干燥时间可由传统真空干燥的12至24小时压缩至1至3小时,生产效率实现量级跃升。
- 颗粒在流化床内的剧烈运动实现了物料的自动混合与翻动,彻底消除静态干燥中的"表层结壳"现象,确保湿品内部水分均匀向外迁移,干燥均一性大幅提升——批次内产品含量相对标准偏差可控制较低,满足医药级壳聚糖对批次一致性的严苛要求。
(3) 闭路循环的惰性气体保护机制
区别于开放式热风干燥系统,闭路循环设计以氮气全面替代空气作为干燥介质,从根本上改变了干燥环境的气体组成。
- 氮气作为惰性气体,化学性质稳定,不与壳聚糖分子发生氧化反应,有效保护游离氨基的活性,确保成品色泽洁白、活性基团完整保留。对于羧甲基壳聚糖、水溶性壳聚糖等对氧化敏感的衍生物品种,惰性气体保护更是保障产品水溶性与功能活性的必要条件。
- 氮气环境将氧气浓度降至安全水平以下,消除了有机溶剂蒸气与氧气形成爆炸性混合气体的物质基础,即使干燥初期溶剂挥发浓度较高,亦不会触发燃烧爆炸条件,为含有机溶剂湿品的安全干燥提供了本质化保障。
性能特点:专为海洋糖产业定制的技术适配
龙鑫闭路循环沸腾干燥机针对壳聚糖及其衍生物的物料特性与工艺需求,在设备结构、材质选型与功能配置上进行了系统性优化,形成以下核心性能特点。
(1) 高效节能的干燥性能
设备采用优化的气流分布板设计,通过计算流体力学(CFD)模拟验证,确保气体在床层截面上均匀分布,避免"沟流"与"死区"现象,使壳聚糖颗粒流化状态稳定可控。
- 结合PLC或DCS自动控制系统,对干燥介质温度、干燥时间、风量等关键参数进行实时监测与闭环调节,实现干燥曲线的精准控制。
- 对于不同脱乙酰度、不同粒径规格的壳聚糖产品,可通过预设工艺配方快速切换操作参数,减少调试时间与物料损耗。
- 在能耗方面,闭路循环设计配合溶剂冷凝回收单元,将有机溶剂的汽化潜热通过冷凝过程部分回收,同时氮气的循环使用大幅降低了制氮系统的持续负荷,综合效率较传统干燥大幅提升。
(2) 全维度防爆安全保障
设备严格遵循原料药防爆干燥的安全设计规范,构建"预防-泄放-联锁"三位一体的防爆体系。
- 在预防层面,除惰性气体保护外,设备本体选用优质不锈钢材质,风管、冷凝器、风机等关键部件采用镀锌钢管或不锈钢等导电材料,确保静电快速导除;干燥沸腾床的除尘布袋采用添加导电抗静电纤维的复合材质,均匀快速疏导静电,防止静电累积产生火花。
- 在泄放层面,设备本体设置经精准计算的防爆板,防爆板面积根据所干燥物料特性、溶剂种类、干燥温度等因素综合确定,并充分考虑气体爆炸与粉尘爆炸叠加的苛刻情形,确保爆炸能量得到有效疏导,避免设备系统结构性损坏。
- 在联锁层面,配置温度、压力与在线气体检测浓度多重报警系统,当任一参数超出安全阈值时,自动触发与加热介质的切断联锁及停机保护,防止事故扩大。
(3) GMP合规与数据完整性
设备设计对标食品添加剂生产要求,料斗与内腔结构易于拆卸清洁、无死角,满足对交叉污染的标准。
- 筒体及风管配置在线清洗(CIP)接口,支持在位清洗与消毒,减少人工干预带来的污染风险。
- 自动化控制系统具备完善的权限管理功能,防止未经授权人员进入系统操作或修改数据;
- 数据管理功能支持防删改、自动备份、还原与转移,确保批次记录的完整性与可追溯性。
- 仪表配置符合精度要求。
(4) 溶剂回收与环保经济性
冷凝回收单元采用高效换热器与降膜吸收塔组合工艺,对干燥尾气中的有机溶剂进行梯级回收。以乙醇为例,回收率可达90%以上,大幅降低溶剂采购成本与废液处理费用。
尾气经净化后循环使用,外排气体中溶剂浓度稳定控制在爆炸极限下限25%以下,通过水膜吸收液封将干燥系统与外界有效隔离,既满足安全生产要求,又实现环保达标排放。
技术改进:从通用设备到壳聚糖专用装备的进化路径
龙鑫闭路循环沸腾干燥机并非对通用沸腾干燥设备的简单移植,而是基于壳聚糖产业特定需求开展的一系列针对性技术改进的集成成果。
(1) 低剪切流化技术:保护壳聚糖分子链完整性
壳聚糖为天然高分子多糖,分子链在强剪切力作用下易发生断裂,导致分子量下降、粘度降低,进而影响其成膜性、絮凝性与生物活性。
传统沸腾干燥机为追求高效干燥,往往采用较高气流速度,颗粒间碰撞剧烈,对壳聚糖这类脆性高分子材料并不友好。
龙鑫设备通过优化气流分布板开孔率与孔径分布、调整沸腾床高径比、引入新型气体导向结构等技术手段,在保证充分流化的前提下降低颗粒运动强度,实现"温和流化"。
实测数据表明,经该设备干燥的壳聚糖成品,其粘度保留率较传统设备提升15%至20%,分子量分布更为集中,为高附加值医药级、化妆品级产品的品质稳定性提供了装备层面的保障。
(2) 多段式干燥曲线控制:适配壳聚糖热敏特性
壳聚糖湿品的干燥过程并非简单的恒速干燥,而是经历预热段、恒速干燥段、降速干燥段与冷却段的复杂热质传递过程。尤其在降速干燥段,物料内部水分扩散成为速率控制步骤,若继续采用高温干燥,易导致表面过热而内部仍含湿的品质缺陷。
龙鑫设备配置多段式温度控制程序,可根据物料含水率实时调整干燥介质温度与风量,在干燥初期采用较高温度加速溶剂脱除,在降速段逐步降低温度并延长干燥时间,确保水分均匀脱除。冷却段采用洁净氮气逆流冷却,使成品温度降至室温以下再出料,避免高温物料接触空气后吸潮结块。这一精细化控制策略尤其适用于对热历史敏感的羧甲基壳聚糖、水溶性壳聚糖等衍生物品种。
(3) 模块化溶剂回收系统:灵活适配多种工艺路线
壳聚糖衍生物的生产工艺路线多样,所用溶剂体系涵盖乙醇、异丙醇、丙酮、乙酸等多种有机溶剂,不同溶剂的沸点、爆炸极限与回收特性差异显著。龙鑫闭路循环沸腾干燥机的溶剂回收单元采用模块化设计,可根据客户实际工艺需求选配单级冷凝、双级冷凝或冷凝+降膜吸收组合方案,换热器材质与冷却介质温度亦可针对性调整。例如,对于高沸点溶剂体系,可采用低温冷媒(-5℃)强化冷凝效果;对于低沸点、高挥发性溶剂,则增加降膜吸收塔级数以确保排放达标。这种模块化架构使单台设备能够灵活适配壳聚糖、羧甲基壳聚糖、水溶性壳聚糖等不同产品的干燥需求,提升设备投资回报率。
(4) 智能化运维与预测性维护
面向壳聚糖产业智能化升级趋势,龙鑫设备预留了工业互联网接口,支持远程监控与数据采集(SCADA)系统对接。
通过对干燥温度曲线、风量变化、溶剂回收率、设备振动与电机电流等运行数据的长期积累与分析,可建立设备健康状态评估模型,实现轴承磨损、过滤器堵塞、密封老化等潜在故障的预测性预警,将被动维修转变为主动维护,蕞大限度降低非计划停机对连续化生产的影响。同时,基于大数据的工艺优化功能,可对不同批次、不同原料来源的壳聚糖产品干燥参数进行智能推荐,持续压缩工艺调试周期。
以装备创新赋能海洋糖产业高质量发展
壳聚糖作为连接海洋生物资源与高阶应用市场的战略性新材料,其产业价值的充分释放离不开生产装备的技术迭代。龙鑫智能深耕干燥技术领域多年,将原料药防爆干燥的工程经验与海洋糖产业的工艺特性深度融合,推出的闭路循环沸腾干燥机,以惰性气体保护消除氧化与爆炸隐患,以流化床技术实现高效均匀干燥,以溶剂回收系统兼顾经济效益与环保合规,以GMP合规设计满足高阶市场准入门槛,为壳聚糖、壳聚多糖、功能性壳聚糖、羧甲基壳聚糖、水溶性壳聚糖等全系列产品线提供了从湿品到成品的一站式干燥解决方案。
面向未来,随着壳聚糖在药物递送、组织工程、功能性食品等前沿领域的应用持续深化,对产品品质、批次一致性与生产可追溯性的要求将愈发严苛。龙鑫干燥将持续跟踪海洋糖产业的技术演进方向,以装备创新回应工艺需求,以工程实践反哺技术迭代,与广大壳聚糖生产企业携手,共同推动我国海洋糖产业向高值化、绿色化、智能化方向迈进,在生物基材料竞争中占据更有利的位置。